الاستفسار لنا
الاستفسار لنا
 إن
إن
 English
English 日本語
日本語 한국어
한국어 Español
Español عربى
عربى русский
русский Deutsch
Deutsch 中文简体
中文简体

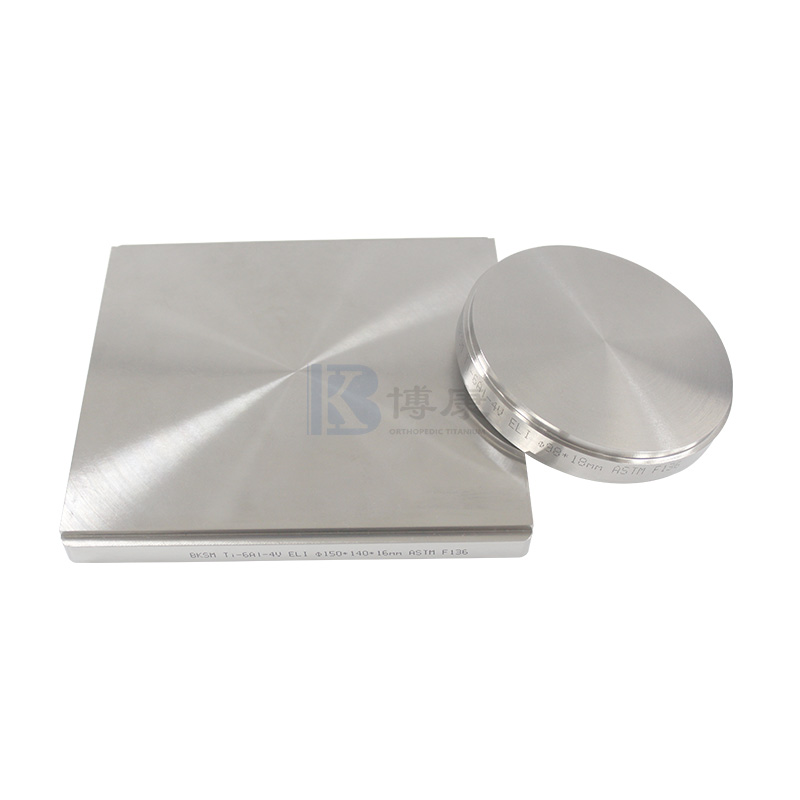












لوحة ورقة التيتانيوم
وصف لوحة ورقة التيتانيوم:
تم توضيح مجموعة Bokang Titanium من ألواح صفائح التيتانيوم أدناه. يتم استخدام لوحة صفائح التيتانيوم في تطبيقات الطيران والدفاع والطبية والصناعية والنفط والغاز نظرًا لمزيجها الفريد من القوة العالية وخفة الوزن ومقاومة التآكل والتوافق الحيوي والأداء العالي في درجات الحرارة. وهي متوفرة بسماكات تتراوح من .016 بوصة (4.749 ملم) إلى 4 بوصات (101.6 ملم).
الأحجام المتوفرة:
يبلغ سمك صفائح التيتانيوم 0.016 بوصة (0.4064 مم) حتى 0.187 بوصة (4.749 مم)
يبلغ سمك لوحة التيتانيوم 0.250 بوصة (6.35 مم) حتى 4 بوصة (101.6 مم)
ورقة ولوحة التيتانيوم
تُستخدم صفائح وصفائح التيتانيوم بشكل شائع في التصنيع اليوم، والدرجات الأكثر شيوعًا هي 2 و5.
تيتانيوم درجة 2
الدرجة الثانية هي التيتانيوم النقي تجاريًا المستخدم في معظم مصانع المعالجة الكيميائية وهو قابل للتشكيل على البارد. يمكن أن تتمتع الصفائح والألواح من الدرجة الثانية بقوة شد نهائية تصل إلى 40000 رطل لكل بوصة مربعة وما فوق.
تيتانيوم درجة 5
الدرجة 5 هي درجة الطيران وهي ليست قابلة للتشكيل على البارد، لذلك يتم استخدامها في كثير من الأحيان عندما لا تكون هناك حاجة للتشكيل. سوف تتمتع سبائك الفضاء الجوي من الدرجة 5 بقوة شد نهائية تصل إلى 120.000 رطل لكل بوصة مربعة وما فوق.
غالبًا ما يتم استخدام اللوحة بهدف الاقتراب من الأبعاد النهائية للجزء الذي يتم تصنيعه. يتم عمل المادة إلى أقرب حجم للجزء المطلوب ويكون الهيكل الحبيبي للقطعة النهائية أكثر تجانسًا. غالبًا ما تستخدم صفائح التيتانيوم كحاجز حراري لأن التيتانيوم يوقف الحرارة ولا ينتقل إلى بقية التجميع. تتميز لوحة وصفائح التيتانيوم بخصائص باليستية مما يجعلها رائعة لحماية السائق في السباق.